��݁����C����݁�ڃ���݁���Č��Q��λͨ�^Һ���׃�(n��i)��Һ���������ڻ�������ֱ�����\�ӣ�ͨ�^���p�ٙC��ĩ���X݆���Ӄ���݁�X݆���f(xi��)�����D(zhu��n)�\�ӣ�����ư�Ĺ��oŤ�ء�����C�˜�ƽ̹�����Խ��ٰ�ͨ�^����C���������I(y��)݁(������݁��һ����݁)֮�g���{����݁��������݁�����D(zhu��n)�\�ӣ�ʹ���ٰ�ͨ�^����ν��B���ۣ��l(f��)�������Ե�����׃�Σ����Ƴ�������Ĉ@Ͳ���FͲ��������һ���֡�ԓҺ��ʽ��݁����Cȱ�c�ǰ�Ķ˲���{�������O(sh��)���M���A(y��)����ԓ����C�m���ھ������� 50mm���ϵ����;���C������݁�²�������һ�Ź̶���݁���s�̃���݁��࣬�Ķ��M�����ƹ������ȼ��C��ȫ�w���ܡ�
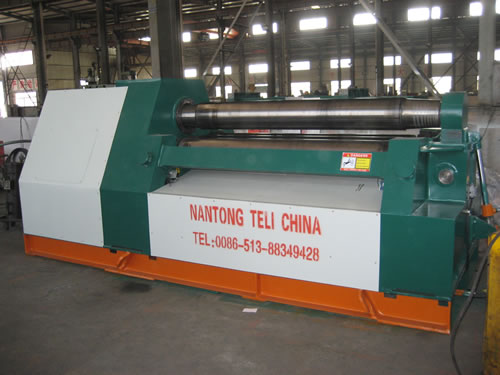
�P(gu��n)����݁����C�İ�ȫ��������w�F(xi��n)���£�
1�� �����ˆT��(y��ng)�˽Ȿ�C�ĽY(ji��)��(g��u)�����ܣ���������wϵ�IJ������������ď����M�̣��������ذ�ȫ������헡�
2�� ���_܇��ͣ܇ǰ늿��wϵ��һ�а��o�б�Ҫ̎��ԭʼ��λ��
3�� ���\�D(zhu��n)�M���У����l(f��)�F(xi��n)�в�Ҏ(gu��)�t���������_������ʎ��©�ͣ���(y��ng)����ͣ܇�鿴��
4�� ��ʹ���M���У���(y��ng)�����鿴�����ӽM����(li��n)�Ӳ�λ���Գ֟o�Ʉӡ��o�p�ġ�
5�� ��ʹ���M���У���(y��ng)�����鿴���⻬�c�Ĺ��͠�r��ʹ���⻬�c�����m�ˡ�
6 �� ����(y��ng)δ��(j��ng)�Pƽ���p��δ��(j��ng)Уƽ��䓰�ֱ���ڙC�����M�о��ơ�
7�� 䓰��M��C�����ەr���б�Ҫ��ֱ��݁�S���ľ���
8�� �ڏ����M���У�����б�Ҫ�Sͬ�ϡ���݁���L������(y��ng)�дF(xi��n)��
9 ���ھ����M���У���݁�͂�(c��)݁��(y��ng)һ��������
10 ��ж�����I(y��)�DZ���݁�͂�(c��)݁�½����ض���λ�r�����^���D(zhu��n)���M�еġ�
��݁����C���ƕr���ό��б�������ˇͨ���ԏV���܉�C�����ƕr�l(f��)����Ťб���e߅��ȱ�c��һ��һ�����ϼ�����Y(ji��)���϶˲��A(y��)���;��Ƴ��Σ�ʣ��ֱ߅С���Ǿ��ƈA�Ρ����ι����ı�ؓ�O(sh��)�䡣
|