1. ����
�S��̎������Ӌ(j��)��C(j��)�͔�(sh��)��ͨ�ż��g(sh��)���w�ٰl(f��)չ��Ӌ(j��)��C(j��)�����ѽ�(j��ng)�U(ku��)չ���ˎ����еĹ��I(y��)�I(l��ng)��PLC����̎��������A(ch��)��ͨ�ù��I(y��)�����b�ã����đ�(y��ng)����V������(qi��ng)��ʹ�÷��㣬�Ǯ�(d��ng)�����I(y��)�Ԅ�(d��ng)������Ҫ�O(sh��)��֮һ����1��PLC�ѽ�(j��ng)�V���đ�(y��ng)���ڸ��N�C(j��)е�O(sh��)������a(ch��n)�^�̵��Ԅ�(d��ng)����ϵ�y(t��ng)�У�PLC�������I(l��ng)���������úͼ�ͥ�Ԅ�(d��ng)���đ�(y��ng)��Ҳ�õ���Ѹ�ٵİl(f��)չ��
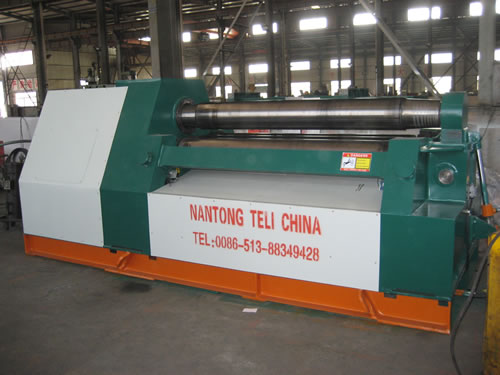
����C(j��)�ǙC(j��)е�ӹ��е���Ҫ�O(sh��)�䣬��(y��ng)�÷����V�����ɏV����(y��ng)����ʯ�͡�ʯ�ͻ�������ˎ��ұ���켈�������ʳƷ���p���ȹ��I(y��)�I(l��ng)���҂��аl(f��)�ľ���C(j��)늚����ϵ�y(t��ng)����ֱ�^�ԡ��ɿ��Ժ��^�ߵ��ԃr(ji��)�ȣ��ѽ�(j��ng)������(y��ng)���ڴ��ʹ��S�Ϳ��{(di��o)�ӹ��S����(j��ng)��(y��ng)���C�����кܺ�Ч������߹��˹���Ч�ʣ��a(ch��n)���ܴ�Ľ�(j��ng)��(j��)Ч�档
2. ��ˇ����
������ӑՓ����݁����C(j��)��݁���D(zhu��n)��C(j��)е�D(zhu��n)��(d��ng)����݁�͂�(c��)݁������Һ������(d��ng)����������늚⼯�п��ƣ�ԓ�C(j��)һ����������ɰ��σɶ˵��A(y��)׃������Ͳ�Σ����ι�����߀���Ԍ�(du��)���ٰ����M(j��n)��һ�������κ�Уƽ��������ֱ���A(y��)����ʡ�¡�ʡ��֮��Ч����݁����݁����(c��)݁�ɶ˹̶����D(zhu��n)���a������݁���D(zhu��n)�Δ�(sh��)�D(zhu��n)�Q����·�����}�_��̖(h��o)�����͵�PLC��(sh��)�F(xi��n)߉���ܡ��Ԅ�(d��ng)����Ҫ����Ҫ�з���������c(di��n)λ�õĶ�λ���C(j��)е���wϵ�y(t��ng)����(sh��)�����O(sh��)�ã������\����ʾ���ܣ�������Ч��ϵ�y(t��ng)������ʾ����(b��o)�����ڲ���������@ʾ��ϵ�y(t��ng)�Ć���(d��ng)��ֹͣ�Լ���ͣ�����κΠ�B(t��i)���M(j��n)�С���(j��ng)�^��������Ҫ��·����ݔ��ͨ�������Բ��Ãɂ�(g��)���ܷ�(w��n)�����ɱ����������T��S7-200ϵ�е�PLC�Ϳ��ԝM��Ҫ��
3. ����ϵ�y(t��ng)Ӳ������
PLC�x��S7-200 PLC����̖(h��o)��CPU226 DC/DC/24ݔ��/16ݔ�����Ԏ�4��(g��)�������Ӌ(j��)��(sh��)����30KHz�����ɂ�(g��)RS485�ӿڡ�
�˙C(j��)�����x��SOLT500D-C��ɫ�|�����������c�Ј�������PLC�S�ҵ�PLCֱ��ͨӍ����������������ԏ�(qi��ng)�śQ���x�ôˮa(ch��n)Ʒ����߀����ͨ�^MODBUS�f(xi��)�h����Ƭ�C(j��)ֱ��ͨӍ��SOLCN�|����ܛ��esol5.8��֧���x��ģ�M���ܣ��ڛ]���|��������r�£���������X��ģ�M���õij���ʹ�������dz����㡣
4. ����ϵ�y(t��ng)ܛ���O(sh��)Ӌ(j��)������
ϵ�y(t��ng)��ܛ����Ҫ���|��������(sh��)�O(sh��)�ú����̌�(sh��)�r(sh��)�z�y��PLC�ɼ��F(xi��n)����Ϣ�M(j��n)��߉���ơ��|����ܛ����Ҫ��ϵ�y(t��ng)�D����ˇ����(sh��)��(sh��)�r(sh��)�@ʾ������(sh��)�O(sh��)�á�ϵ�y(t��ng)���顢��(b��o)�����\��Ȯ��棬�@Щ�����������ֱ�^��������ՙC(j��)���\(y��n)�Р�B(t��i)��Ҳ���Է����Ñ��M(j��n)�к��ڵ��O(sh��)��S�o(h��)����D4���D5���D6��ʾ�����Ӯ��档
PLC�ɼ��F(xi��n)����̖(h��o)���M(j��n)��߉���ƣ���(sh��)�r(sh��)ݔ�����������_(d��)������Ŀ��(bi��o)������ϵ�y(t��ng)��߉�P(gu��n)ϵ��STEP7—Micro/WINV4.0�h(hu��n)�����O(sh��)Ӌ(j��)PLC�����ΈD����(sh��)�F(xi��n)߉�Ԅ�(d��ng)���ơ�����o��������Ҫ��������ΈD��
4.1 PLC �����O(sh��)Ӌ(j��)
��ϵ�y(t��ng)��Ҫݔ����·����Ӌ(j��)��(sh��)��̖(h��o)��һ��(g��)S7-200 PLC���ܝM��Ҫ��ͨ�^�ɂ�(g��)���T��PLC�M�W(w��ng)����Q�@��(g��)���}���ɂ�(g��)PLC�M�W(w��ng)��ͨ�ų��������S7-200ָ����?q��)���NETR/NETW���܄�(chu��ng)������ÿ��(g��)�������ڃ�(n��i)ʹ��SM0.0���������������{(di��o)�ô��ӳ���

���D1��
���D(zhu��n)���a���Ǹ����}�_��̖(h��o)��PLC����ݔ��˿ڟo���������ʹ�Ã�(n��i)�ø����}�_��̖(h��o)Ӌ(j��)��(sh��)�����D1�У�Network1���PLC����Ӌ(j��)��(sh��)��HSC0,HSC1,HSC2�����յ����D(zhu��n)���a�����}�_��̖(h��o)������PLC���x���_�^(q��)VD300,VD304,VD308��,����PLC���M(j��n)��߉���ơ�Network2�锵(sh��)��(j��)����PLC̎�����������PLC�x���_�^(q��)��

���D2��
����ϵ�y(t��ng)����(sh��)�dz���Ҫ�������������ͻȻ��늁Gʧ��(sh��)��(j��)������(hu��)��(du��)���a(ch��n)�^����ɺܴ�ēpʧ�����˷�ֹ�����r�İl(f��)������ϵ�y(t��ng)�O(sh��)Ӌ(j��)����·����Ӌ(j��)��(sh��)���ĵ�늱��ֳ��D2���PLC�ĸ���Ӌ(j��)��(sh��)��HSC0�ĵ�늱��ֳ���HSC0�Ă�ݔ��(sh��)��(j��)�惦(ch��)�^(q��)VD1000�ڂ��f�o��PLC���x���_�^(q��)ͬ�r(sh��)����惦(ch��)�^(q��)SMD38,��λSMB37��ָ������Ӌ(j��)��(sh��)��HSC0����PLC��(sh��)��(j��)�����ڴ惦(ch��)�^(q��)�С���������Ӌ(j��)��(sh��)��ͬ�������O(sh��)Ӌ(j��)���˙C(j��)�е��䷽��(sh��)��(j��)�Ĵ����L�Ȟ�32K��32768���ֹ�(ji��)����늱�����͡���Ҫ�����cPLCָ�����Q��(sh��)��(j��)�����������a(ch��n)��ˇ���Ɣ�(sh��)��(j��)�ı��漰�����O(sh��)�õȡ��Ñ�����Ԅ�(d��ng)Ӌ(j��)���䷽��ַ��ʹ����r�������S�؏�(f��)ʹ��ͬһ��ַ����2��

���D3��
��ϵ�y(t��ng)�������ٿ��|���������˙C(j��)���棬�D3���|�������Ƹ���Ӌ(j��)��(sh��)��HSC0���㹦�ܣ��|�������������㰴�o��(du��)��(y��ng)��PLC��ַM31.0����(d��ng)�|�������I��(d��ng)���r(sh��)��M31.0��ֵ����(y��ng)��׃�����惦(ch��)�^(q��)SMD38,VD1000���㣬SMB37��λ���Ķ���(sh��)�F(xi��n)������Ч�����|��������������Ҳ��ָ������(y��ng)PLC�惦(ch��)�^(q��)��ַ���ɡ�
4.2�|���������O(sh��)Ӌ(j��)

���D4��
�D4���|�����ք�(d��ng)��B(t��i)�Ľ��棬���(c��)��(sh��)�r(sh��)�@ʾ����(g��)݁������(bi��o)ֵ���҂�(c��)������(g��)݁?zh��n)��?bi��o)�ĈD�λ��@ʾ����(c��)���ͱ�늙C(j��)����늙C(j��)�Ĺ�����B(t��i)����(d��ng)�����ք�(d��ng)���o���|����������D5��ʾ����݁���\(y��n)��(d��ng)��B(t��i)׃?y��u)��Ԅ?d��ng)�i����B(t��i)�������M(j��n)���ֹ�������

���D5��
�ڹ����^���г��F(xi��n)�κή�����r���ɰ������_(t��i)�ϵļ�ͣ���o�M(j��n)�뼱ͣ��B(t��i)�������o(h��)�F(xi��n)�����ⲿ��̖(h��o)�����ʧ�`�Ԅ�(d��ng)�M(j��n)���(b��o)�����棬Ҳ���ք�(d��ng)�M(j��n)��鿴����(b��o)���r(sh��)�ⲿ�t���c(di��n)��������Ļ�ψ�(b��o)���ˆ��W�q����ʾ�O(sh��)������c(di��n)�������ų����Ԅ�(d��ng)���ء�������F(xi��n)��늙C(j��)�^�ᣬ�ͱ�늙C(j��)�^�ᣬ��݁�\(y��n)��(d��ng)���г̕r(sh��)��Ҳ��(hu��)�Ԅ�(d��ng)������(b��o)�����棬��D6���D7��ʾ�����ⲻ��Ҫ�ēpʧ��


���D6�� ���D7��
4.3ϵ�y(t��ng)�{(di��o)ԇ
��վPLC RS-485�ӿ��c�ٿ��|����COM0����|ֱ���B��ͨ�ţ��ɂ�(g��)PLCֱ���O(sh��)����վ��վ��ͨ�^RS-485�M(j��n)��ͨӍ���Pӛ����PC/PPI��|���cPLC�B�ӣ����bϵ�y(t��ng)��PLC�����\(y��n)��SIEMENS Manangerܛ�����ھ��O(ji��n)�ع��ܣ��ھ��O(ji��n)��PLC������\(y��n)�Р�B(t��i)�����ϵ�y(t��ng)�{(di��o)ԇ��
����(j��)���a(ch��n)����Ҫ�����Ԍ�(du��)��݁�����г̱��o(h��)λ���O(sh��)����ֱ��ݔ����Ҫ�����Ĕ�(sh��)ֵ��늙C(j��)����(d��ng)�ӕr(sh��)������늙C(j��)ֹͣ�T���\(y��n)�еĕr(sh��)�g�Σ��{(di��o)���r(sh��)��(y��ng) >��(sh��)�H�r(sh��)�g����λ��100ms���l�����x�r(sh��)�g����늙C(j��)���l��(d��ng)���\(y��n)�еĕr(sh��)�g������(j��)늙C(j��)��(sh��)�H�~���ٶȽӽ����_(d��)�r(sh��)�g���������{(di��o)���r(sh��)��(y��ng) <��(sh��)�H��Ҫ�r(sh��)�g����λ��100ms��λ�ñ��c��ۙ�`��ֵ������Ĭ�J(r��n)�}�_/λ�ñ��O(sh��)�Þ�1���Ԅ�(d��ng)��ۙ�`���O(sh��)�Þ�1��
5. �Y(ji��)���Z
����(j��)WB12N-12X2500����C(j��)�;���C(j��)�����c(di��n)�M(j��n)���O(sh��)Ӌ(j��)��늚����ϵ�y(t��ng)������Ͷ�YС�����b�{(di��o)ԇ���Σ��ɿ��Ըߣ�Ŀǰԓ����ϵ�y(t��ng)�ڶ�ҿ��{(di��o)���a(ch��n)�S�ң����ʹ��S�ȵط����\(y��n)�з�(w��n)���ɿ����@�ÝM���Ч����
|