Һ���C�O��İl(f��)չ�ǰ��S���I(y��)���g�İl(f��)չͬ���M�еģ����ĚvʷҲ�DZ��^���L���ƾõġ������İl(f��)չ�^�����҂�Ҳ���Կ�������O��İl(f��)չڅ�ݾ��Ǐ������ԭʼ�������λ����l(f��)չ���������M���¼��g����ĸ�Ч�������ٻ�����������(sh��)�ػ���(li��n)�ӻ���
����Մһ����N�İl(f��)չ�^�̼��l(f��)չڅ�ݡ���N��һ�N����϶����f�ܵ�呉��O�䣬����칤�I(y��)��һֱ�l(f��)�]����Ҫ���ã��ǙCе����I(y��)��������V������ȱ�ٵ�һ�N呉��O�䡣�mȻ�S������һЩ呉��O����Һ���C�͙Cе�����C�ȵij��F(xi��n)�Ͱl(f��)չ����һ���̶���ȡ����һ������N�Ĺ���������ֱ���F(xi��n)�ڣ���N��������ģ��N���ڸ�����칤�I(y��)����ռ������λ���^�����(sh��)ģ呼��������N�����a(ch��n)�ġ�
���水�Օr�g���Ⱥ�Ͱl(f��)չ�A����B��N��
(һ)���Cе�N��
�Cе�N��һ�N���^���ϵ���N���S�����İl(f��)չ�����սY����ʽ�֞�A�U�N��Ƥ���N�������N��䓽z�K�N��
�@�N�N�ă�(y��u)�c���ǽY�����Σ�Ͷ�Y�١�����ȱ�c���Ǵ���l�εͣ�����������С�����a(ch��n)Ч�ʵͣ�呼����Ȳ���҇�ijЩ���^(q��)���д����Cе�N��ʹ���У�����������ijЩ�l(f��)չ�Ї�����ӡ�ȵȇ��ң�ģ��N����Ƥ���N������
(��)����-����N
��-����N�������o20������\�����ġ����ЃɷN��ʽ��һ�N���Թ��I(y��)偠t�����վ��������鹤�����|����N����һ�N���Կ՚≺�s�C�����վ���ԉ��s�՚�鹤�����|����N�����ă�(y��u)�c�ǣ�a.�Y�����Σ��������㣻b.��r�ͣ��S���㡣
ȱ�c�ǣ�a.���������ʘO�ͣ�ֻ��1%�D�D2%֮�g��b.��쾫�ȵͣ����������Ό�܉��ʽ���N�^���������呼����ȵ͡�
Ŀǰ����-����N��·�����ڲ������M���Һ�N���g�M�и��죬���w�����Dz��ìF(xi��n)���Һ�N���g�����Һ�����b��ȡ��ԭ����N����������վ������ԭ�ЙC�ܡ������������^�����������ʿ����90%���ϡ�Ŀǰ���ȵ���-����N�������Ѹ����ꮅ�������H�Ј�������_˹��ӡ�ȵȇ��Ҍ��@���������߀�ܴ�
(��)���՚��N
�՚��N�������|Ҳ�ǿ՚⣬�����ĉ��s�՚������O�䱾���Ă��әC�����Ӊ��s�����������s�՚���f����������(�N�U)���M�Є����ġ�������֪���՚��N��Ŀǰ����ИI(y��)ʹ����V�����O��֮һ����Ҫ����������죬煴֡����L���_�ס������呺���������Ť�D��̥ģ���ȹ���ͬ�r߀�����ڴ���ģ呼����������՚��N�c��������N��ȣ�Ͷ��ɱ��͡��o��Ⱦ������ʹ���`��������㣬�������ܿɿ��ȃ�(y��u)�c����ͨ�õ��ˏV���Ñ����J�ɡ�
��呹�˾Ŀǰ�����������a(ch��n)�՚��NҎ(gu��)�����Rȫ�Ĺ�˾���՚��N�ć��Ҙ˜��ǰ�呹�˾����ƶ��ġ���呹�˾��СҎ(gu��)��Ŀ՚��N��9kg��Ŀǰ����������С�Ŀ՚��N�����2000kg�՚��NҲ�LJ��H�����Ŀ՚��N��
(��)���Һ�N
�҇����Һ�N���g�������Ȱ�Һ������ԭ�����ڂ��y(t��ng)������N�M�Є����^���g����Ļ��A�ϣ��l(f��)չ�����ģ��ڡ��Q�^�������^���������҇����g�ˆT��Һ��ϵ�y(t��ng)�Ͽ��ٷ����y�����P�����y���g�IJ�����(chu��ng)�º��M��ʹ���@헼��g���H�ܑ�����ģ��N������Ҳ�ܑ�����������N�ϣ���˰l(f��)չ�ٶȺܿ졣����ʮ������S���F(xi��n)��Һ�����g��늿ؼ��g�ĸ��ٰl(f��)չ����Ч��(ji��)�ܵ��Һ�N�ѽ�(j��ng)�ɞ���N�е�����܊��
Һ��ʽ�Һ�N�Ļ���ԭ���ǣ���������ǻ�Ƿ��]�ĸ߉����⣬��ǻ��Һ���ͣ����g���N�U�������_��ϵ�y(t��ng)����ǻ�Ϊ����ƣ���ǻ�M�ͣ��N�^�������߉������ܵ����s��������������ǻ���ͣ��߉������ӻ��������N�^��������Q���≺�ӣ�Һ�����ܡ����Һ�����^���������w��һ�����w�����鹤���r�������͵����䣨�������r������ȵ���Һ��(j��ng)�����M�����ڵ����Һ��վ������ȣ����а˗l��˨ͨ�^���_�|���A�����ɹ̶���ԭ����λ�ã�ԓ�����ַQ�B�������������g�b�����ף�����픲��b�о��_�ף����о��_�����������ϲ�����һ�������ĵ��⣬�䉺���c�������ϲ��Ě≺��ͬ�������²��Ѓɂ��քe�c���ٷ�Һ�y�ͱ��U�y�Bͨ��Һ��վ����ͨ�^��·�M�����w���ςȰ��b�����ٿv�y���������У��������²�����ǻֱ�Ӻ����ٿv�y��ͨ���ϲ�ͨ�^��·�Ӛ�ƿ�M�����׃��b���N�U�������������²�����Һ���ϲ��ĵ�����_�������ϲ�����һ�������ĵ��⣬���c������Bͨ���N�U�²����N�^�����B�ӣ���Ш�F���o���������ֻ�����׃��Һ��ϵ�y(t��ng)���ñá�������������ж���y�M�ɵĽM�ς��Ӻ㉺ҺԴ���ȱ��C��ϵ�y(t��ng)�ķ�(w��n)���ԺͿɿ����ִ�����b�C�������Һ�N�Ļ������������N�ʹ��ɷN��
���N�r��ֻ��ٿv���yʹ�ͱ��������ȵĸ߉��ͺ���������ǻ��ͨ���ɡ��N�U�����ڸ߉��͵������£�Ѹ������N�^�Ļس̡�
����r���ٿv���yʹ������ǻ��������ͨ������y���_�������²�����ͨ�^���ͨ������Һ��վ���䣬ͬ�r�����ϲ��ښ��w�������N�^ϵ�y(t��ng)���������£�ʹ�N�^���������\�ӣ�ֱ���γɴ����ֹ��
������С�ī@�ã������ֱ����ƴ���г̌��F(xi��n)���ٿv���ֿ�������N��������س̡������������ͼ�ͣ���N�����N�ȶ�N������
���呉��Cе���I(y��)����˾�����M��ʩ�Һ�N�a(ch��n)�I(y��)���^���У��{�������ļ��g�������o��(li��n)ϵ�Ñ���ˇ��Ҫ�����ڹ��P����Q��һϵ�м��g�y�}���Һ�N�ć��Ҙ˜��ǰ�呹�˾ؓ؟����ƶ��ġ���呹�˾���Һ�N�M���˶�헄�(chu��ng)���OӋ����(chu��ng)������С������ɫ�����Һ�N�a(ch��n)Ʒ����B���£�
1���OӋ�ˡ�X���Ό�܉�Y����
�ϽY������������N�����Ό�܉�������۶̡��^��λ���o�ض��a�����ܵ�ȱ�c�����˲�ʹ�N�^��������Ûʹ��܉�g϶�pС�����¿�����ֻ�üӴ�܉����B(t��i)�g϶������r�N�U�ܸ��ӏ��أ��ה��ѣ����ڶ�ģǻ���r��܉ĥ�p���ء�
���˿˷��@�����c���҂����Һ�N���C�M���˄�(chu��ng)���OӋ�����á�X���Ό�܉�Y��������X�͌�܉���^�L�����ۣ��N�^�ğ���Û�����c��܉�淽�����һ�£�����Û�r����܉�g϶Ӱ푲���܉�g϶�����{�ú�С(0.2mm����)���@�Ӿ�ʹ������^���е�ƫ������ȫ�����N�^��܉���Г���ʹ���N�U���������ߣ�ͬ�r呼�����Ҳ�����^�����ߡ�
2�����L�ܷ�����������͚⻥�Z��
Һ���N��������ǻ�Ǹ߉����⣬��ǻ�Ǹ߉��ͣ�������ڵ��Һ�N�����װl(f��)���͚⻥�Z���}���҂���ȡ�Ĵ�ʩ�ǣ�
a. ��ߌ������ܣ����L�����L�ȡ�
b. ������ĥ���ߜصČ��Эh(hu��n)�����o�ܷ�����ܔD��ƫĥ���Ķ�����ܷ����ʹ�É�����
c. ���õ��M�ڵĵ��Ϸ�U��Ȧ��Y��Ȧ�������ܷ�Ч�������L�˾S�o���ڣ��������N�Ŀɿ��ԡ�
d. �ӏ������^�Ķ�λ���������N�U�������Ķ�����ܷ����ʹ�É�����
3����Q�����������N�U���ц��}��
a. ���M�N�U���N�^(li��n)�ӷ�ʽ������(j��)Ħ���Wԭ�����OӋ����3��(�������F�ס��N�U)�q�o�Y����ʹ���N�U��ԭ���ġ��p�F�Y�����Ğ顰���F�Y�������������ˑ������еĮa(ch��n)�����Ķ��_���˼�(li��n)�ӿɿ��ֲ�ж���㡣�N�U�����ɱ���ߡ�
b. �N�U�����M���˝L��̎���M����׃���������H����˱��揊�ȣ����Ҹ����˱���Ĵֲڶȣ��Ķ��������N�U��ʹ�É�����
4����Q���y���`���Ԇ��}��
���ڵ��Һ�N����l�εͣ������`���Բ������������һֱ���Ñ��^�۵�һ�����}��������������N������r�����y�Ϳ���y���������^ȥ����(j��ng)�����^���Һ�N����Δ�(sh��)�ϲ�ȥ����ᘌ��@һ���}���҂���ȡ���´�ʩ��
a. ���M���y�Ϳ���y���y���c�yо�IJ��|���x����Ûϵ��(sh��)��С��������|�����C�y���c�yо���l�Π�B(t��i)�²����������Ķ����F(xi��n)ȫ�г��µĸ��l����������
b. ���M�����y���OӋ���Ӵ�(ji��)������e���Ķ���������^���е����������١�
c. �s�����y�c�����y�ľ��x�����F(xi��n)������x���B�ӣ��Ķ��s���˶����y�ķ����ٶȣ��������ݷeЧ����Ӱ푡�
5�����N�U��Փ���ڄ����^���죻
�Һ�N���Լ��N�U��Փ�Ǻ������ģ����ǵ�Lasco��˾�l(f��)���ģ��Һ�N���Լ��N�U��Փ���ص�׃��ԭ��������N�ġ���܉���N�^���N�U��ϵ�y(t��ng)�Ą��ԗl����ʹ����^���е�ƫ�����������N�^��܉���Г����@����������N���f����������칤ˇ���c��ƫ���������@�r���Լ��N�U���ðl(f��)�]�䪚�صă�(y��u)Խ�ԡ�
�����ڶ�ģǻ����ģ��N��ʩ���Q�^�����죬�����Լ��N�U��Փ���@Ȼ�Dz��m�õġ����ڶ�ģǻ����ƫ�����ܴ��ټ��ϽK呕r����F(xi��n)����أ����ԣ�����܉���ړp�ć��أ��������F(xi��n)�����N���F(xi��n)����ˣ��҂����M�С��Q�^������r�����ڶ�ģǻ�����ƫ�d�����ģ��N����Ȼ������������N�ġ����Դ��N�U��Փ����ȡ�ÝM��Ч����
6����(chu��ng)���OӋ�B�����Ȳ��Y����
���ڵ��Һ�N�����^���������y�������y�y������һ���o�p�����B���ɶ˺��ӡ��@�����ڹ����^�����ܽ�׃�d�ɣ��N�^�س̕rԓ���d���N�^����rԓ��ж�ɣ��ܶ���ʼ�����Ԍ����r���^���ӵ��N�͕����F(xi��n)�������Ѻͺ��p�_�ѵĬF(xi��n)��
�����@�������B���������w�Ȳ���һ��ʧЧ�����y�ޏͣ���ʹ�ޏ�Ҳ���y���C�|�����������ͳɞ�һ���^���[����Ҳ��Ӱ푄����^��������Ҫ���ء����Q�@�����}���҂��������y�y��ֱ���Ƶ����y���棬ȥ�����@�����ӹܣ������w���Ã�(y��u)�|�䓼����Ķ����F(xi��n)�B�����Ȳ��ğo�ܻ��B�ӣ�������Һ�N�P�I����Ŀɿ��ԡ�
7���_�l(f��)�OӋ�˴�ͨ���y�Ͷ����y��
�S����λ�Һ�N�_�l(f��)�OӋ��������ǻ�ͭh(hu��n)����eԽ��Խ���������ͨ���Ŀ���y�����y�����ܱ��C��λ�N�Ĵ�������ʹ���l�ʡ��҂���ԭ�е�50���y�Ļ��A���_�l(f��)�OӋ������70�����y�Ͷ����y�������_�l(f��)80�����y�Ͷ����y���Ķ�ʹ������ͨ����90mm�����110mm��145mm����������N�IJ����Ժ��`���ԡ�
8����Qϵ�y(t��ng)�l(f��)�ᆖ�}
�Һ�Nϵ�y(t��ng)�l(f��)�ᆖ�}��Ҳ��һ���ܴ�ļ��g�y�}��������Ӱ�ϵ�y(t��ng)���ܷ����ܺ������ܣ����ˣ��҂���ȡ�����´�ʩ����Ч������ϵ�y(t��ng)�l(f��)�ᆖ�}��һ������ȵp��ϵ�y(t��ng)Һ�裬�����x����ͨ���������ٿ����ں��������ȣ�����������y�Ͷ����y��ĥ�p�������p�ك�й�����Dz���ɢ��ϵ��(sh��)�^�ߵİ�ʽ�Q�������^����������s�ã������s�ٶȺ��͵�ѭ�h(hu��n)�Δ�(sh��)�����⣬�ҹ�˾�Y���³��F(xi��n)������似�g�������C�������Һ�N����s����(j��ng)�S��ԇ�ã�Ч�����ã����C�����ړQ������sϵ�y(t��ng)���f��sЧ���ã��S�o���㣬ռ����eС���e�m�ϭh(hu��n)���ض��^�ߵĭh(hu��n)����
��N�İl(f��)չڅ�ݣ�
(һ)������N�İl(f��)չڅ��
������N�l(f��)չڅ�ݾ��Ǵ��ͻ��ͳ�����
�^ȥ��������ˮƽ�ļs�����҇��p��������N�����Ҏ(gu��)��ֻ��5�����α�������N�����Ҏ(gu��)��ֻ��3����Ŀǰ���҂��ѽ�(j��ng)�_�l(f��)��8���p��������N��5���α�������N����һ���҂�߀���_�l(f��)��10���p��������N��8���α�������N��
����һ��څ�ݾ��dz���������(j��)������N������Ҫ���҂��ɹ��_�l(f��)��ϵ�Ў�䏙C��ϵ�в����C��ϵ���bȡ�ϙC���Ñ�ֻҪ����칤�����V�҂����҂������ṩ�����ij���������O�䡣
(��)ģ��N�İl(f��)չڅ��
ģ��N��ģ�܇�gʹ�÷�����V�����O�䣬������Ҫ���c�dz����ٶȿ졢���������Ժá�呼��|���ߡ���ˣ��e�m���ڱ�������������ͣ�������ͨģ��N����������ܾ��_���ƣ���N�IJ������ǿ� ģ�ߴ�����Д�呼��Ƿ��ɣ�ģ���ڽK呕r�ܵ��l���ě_�����^�d�������װl(f��)�����ړp�ġ����F(xi��n)���������(sh��)�ػ���ʹ���O��ݔ���������ȱ��C呼���ɣ��ֲ��a(ch��n)�����������������ģ�ߴa(ch��n)���^�d�������ģ�߉����ıؽ�(j��ng)֮·�����Ô�(sh��)��ȫҺ��ģ��N���M����죬��������ʹ�����F(xi��n)�˔�(sh��)�ػ�����һ������ʹ�ÙC�����Ԅ������ϣ����F(xi��n)�Ԅӻ����a(ch��n)����˲��Ô�(sh��)��ȫҺ��ģ��N�����C�����F(xi��n)ģ����a(ch��n)��ȫ�Ԅӻ����a(ch��n)����һ���İl(f��)չڅ�ݡ�
�����Bһ��(sh��)��ȫҺ��ģ��N��
1������ԭ����
��(sh��)���N�����ͱ�-���������ӣ�����ǻͨ������Һ��ϵ�y(t��ng)����ǻ�M�ІΪ����ơ���ǻ�M���y(��Q����y)���_�������ͱá��������Լ�ͨ�^��ӻ�·��������ǻ�Ĺ������ָ߉����M����ǻ�����F(xi��n)�N�^�ļ������ºʹ���г̣���ǻһ��ж�����N�^�������ٻس̡���������ľ��_���ƿ���(sh��)�ֻ�����ϵ�y(t��ng)���ƴ���y�]�ϕr�g���L�́팍�F(xi��n)��
2���������c��
(1)���܌��F(xi��n)��������ľ��_����
ԓ��(sh��)���Nͨ�^���_���ƴ���y���]�ϕr�g���ȱ��C��呼�������������ֲ��a(ch��n)���~��ě_����ܣ�������ģ�ߵĉ��������ߡ����y����������ƫ������ڡ�1.5%���ҡ����ڲ�ͬ�߶ȵ�ģ�ߣ����Է�����{����ʼ�r�g�����C������ͬһ�Ժ͜ʴ_�ԡ�
(2)���س��ٶȺܿ�
����������ǻʼ�Kͨ����������ǻһ��ж������Ѹ��̧�N�����ģ�߽��|�r�g�̣�ԓ�����c�������_������Y�ϣ�����ʹ���ģ��ʹ�É������2�����ϡ�
(3)����쾫�ȸ�
ԓ�a(ch��n)Ʒ���ڌ�܉���á�X���νY������ˌ�܉�g϶�����{�ú�С�������呼����Ⱥܸߡ�
(4)�����������ʺܸ�
�����������Կ��ƣ�����������Ⱥܸߣ������呼��w߅�^�������������쾫�ȸߣ�����ģ�������F(xi��n)�eģ�F(xi��n)����˲��������ʺܸߣ����ٟo�����춨�˻��A��
(5)��������
����ԓ�a(ch��n)Ʒ�ٴ�������ɔ�(sh��)���O�䣬��˾��Ƴ���ʹ呼���ɣ�������oʣ�����������������С�����y(t��ng)��N�IJ������ǿ� ģ�ߴ�����Д�呼��Ƿ��ɣ��Еr�Д�ʣ����T�ڶ����£����H�Ƕ���ġ�
(6)���oײ픬F(xi��n)��
ͨ�^���_Ӌ����OӋҺ��ϵ�y(t��ng)�������(ji��)���׳ߴ磬ʹ���N�^��픾��_������ƽ��(w��n)���oһ�cײ픬F(xi��n)��İl(f��)����
(7)�������
����ԓ�a(ch��n)Ʒ��������ɔ�(sh��)�أ��o���������a(ch��n)���������N���²��b�е����g���a(ch��n)�ĸ�����Ʒ�Ƹ����������܇��C��������^(q��)�o�κ�Ӱ푡�
(8)���h(hu��n)��
����ԓ�a(ch��n)Ʒ�ڴ���^���У��_������С�����Мp���������С�������һ�N�h(hu��n)���ͮa(ch��n)Ʒ��
(9)��呼��|���^�鷀(w��n)��
����ͨ�^�̿����Ŀ��ƣ����N����呼�����칤��ɴ�������У��S�r����(j��)��Ҫ�{����ʹ�ã����ͬһ�N呼����Եõ�һ�µĴ�������ʹ���Δ�(sh��)���������˹������Ķ����ԣ����呼��|�����^��(w��n)����
(10)�����ڌ��F(xi��n)�Ԅӻ����a(ch��n)
���ڴ������ʹ�������ь��F(xi��n)��(sh��)�ػ�����˞���һ��ʹ�ÙC�����Ԅ������ϴ����˻��A���Ԅӻ����a(ch��n)�������F(xi��n)��
3�������Y����
�� ԓ�a(ch��n)Ʒ���w�OӋ˼·����������顰���N�^�������١����г̡����l�Ρ��������N�^�|���ܴ��Դ���Ƚ��߉���������٣�E=1/2MV2������(sh��)���N��������ٿ�����5.4��/�����£�������������ʘO�ߡ����ʹ���ٶȺ���Ҫ�����^�ߵĴ���l�Σ��t����г�ҲҪ�����pС���@Ҳ�Ǯ���������Һ���N�l(f��)չ��һ���ձ�څ�ݡ�
�� �C������ȡ�����c������һ�w�ġ�U���ΙC�����@�N�Y����ʽ�mȻ�o�T�졢���غ͙Cе�ӹ�����һ�������y�����s������(y��u)�c��a.�����������Ŀv�M��̓A�����ȣ��_�����N�^�ľ��_�������������ԭ���ϵ������ʣ�b.��U���ΙC��ʹ����������ɞ�����������һ���֣����������C�����Ľ��ͺʹ��Ч�ʵ���ߣ�c.��U���Ό����T��C���a(ch��n)���Ĵ���������@С�����κ��������ęC����
�� ��܉��������������N�����Ό�܉�����۶̣��o�ض��a��?sh��)�ȱ�c�����˲�ʹ�N�^��������Ûʹ��܉�g϶�pС�����¿�����ֻ�üӴ�܉����B(t��i)�g϶���@��������������N���y���M�о���ģ呵�ԭ���ҹ�˾�_�l(f��)�Ĕ�(sh��)��ȫҺ���N���á�X���Ό�܉�Y���������N�^�ܟ�r�ʏ���ݗ�����Û��������ʌ��Ǿ����ã��Ͳ������N�^�ܟ���Û���pС�����g϶���ҹ�˾�Ĕ�(sh��)���N�Ӵ��ˌ���Č��ȣ�X�Ό�܉�����^�L�����ۣ��@�͕����@�pСƫ���r�����ڌ�܉���ϵıȉ������������L�����ʹ�É�������܉���ȿ��Կ�����0.2mm���£�����C���c������һ�w�ĽY�������C�˙C�ܵķ�(w��n)���ԣ�ʹ��呼����Ȳ����^0.2mm,�_������ģ呵�Ч����
�� �N�U�����ڲ��ü��N�U�����c�N�^�ď��Ծ��_�Y����������N�U�����đ������У�ͬ�r�������г̶̣�Ҳ�p���˶��N�U�ĸ����T�������Ķ�ʹ���N�U���^ȥ�ġ��דp����׃?y��u)��ˡ��LЧ������
�� ����ģ�����pШ�F�Y�����ɾ��_�{��ģ�����Ҍ����c��������λ�I�{��ģ��ǰ�M����N�{��Ҫ��
�� ��������������ڲ�ж��ģ���ȣ���Ͽ��Ʒ�ʽ���O�Þ��Ԅ��c�_̤������������������Խ���呼��İ�ģб�ȣ�������ģ��죬��߲��������ʡ�ͬ�rҲ�����ڌ��F(xi��n)�Ԅӻ����a(ch��n)��
�� Һ��ϵ�y(t��ng)
a. Һ��ϵ�y(t��ng)�����ͱá��������M�ς��ӣ�������ǻʼ�K�c��������ͨ���鳣����Һ��ϵ�y(t��ng)�H������ǻ������ͨ�^������y�]�ϕr�g�Ŀ��Ɓ팍�F(xi��n)��������Ĵ�С������y���܃ɼ������y���ơ�һ���Ȍ��y��һ����λ��ͨ�Q���y��ϵ�y(t��ng)�������|��Ҫ��ܸߣ���Ҫ�и��l�ʶ����؏;���Ҫ���^�ߣ�����҂��x���M��ԭ�b����
b. ����y�����F�y�Y�����c���y(t��ng)�Ļ��y��ȣ����Пoĥ�p�ă�(y��u)�c���ܷ�ɿ��Դ����ߣ�
c. ����������ʽ�Y�����Ȳ���·���]�����y�K�ϣ��@�ӵĽY��ʹ��Һ��ϵ�y(t��ng)���F(xi��n)�˼��ɻ����c�����������ʽ�Y����ȣ��ܵ�ϵ�y(t��ng)�L�ȴ��s�̣������pʧ����1�����ϣ�����ͨ�^���ɻ�����·�B�ӌ��F(xi��n)�˟o�ܻ��B�ӣ��������B�ӵĿɿ��ԣ�
d. Һ��ϵ�y(t��ng)�����������c��ǻ֮�g�O���˰�ȫ�y��һ���N�U�����g���ѣ��R�ό���ǻ���c�������Д࣬�Ķ������ʹ�õİ�ȫ�ԡ�
�� ���ڵ����٣�Һ��ϵ�y(t��ng)���Ǹ߶ȼ��ɻ�����Һ�l(f��)������С���Â��y(t��ng)��ˮ��s���ɝM��Ҫ��ʹ����죬����͜�Ҳ�����^50��C.
�� �p��ϵ�y(t��ng)���õ�(���u)�����̼��g���Ķ����x����N�ڴ���^���Юa(ch��n)������ӡ�
�� ��(sh��)��ϵ�y(t��ng)�Ǹ���(j��)呼����������ƴ�������ʹ���Δ�(sh��)���ҹ�˾�Ĕ�(sh��)��ȫҺ���N����OMRON����C200HS�ɾ�����������������Ԕ�(sh��)��ݔ��ݔ��ģ�K�������ڿ���������O������������ڱ��oϵ�y(t��ng)������·ģ�M��ݔ�롣늄әC�����A��ضȂ������������ɼ��ضȔ�(sh��)��(j��)�Թ�PLC�������͜��ò���ʽ�������ɼ��͜�׃��������ȫ�^��PID(ѭ�h(hu��n)����)�{��(ji��)��
����Մһ����һ�N����O�䡪���Һ���C�İl(f��)չ�^�̼��l(f��)չڅ�ݡ�
(һ)�l(f��)չ�^��
���Һ���C������ͨҺ���C�Ļ��A���l(f��)չ�����ġ��҇���һ�_���Һ���C��1953�����������ɹ��ģ��_ʼ������Һ�����g��һЩҺ�����AԪ�����ľ��ޣ����Һ���C�İl(f��)չ�DZ��^�����ġ���ʮ�����������Һ�����g�IJ���l(f��)չ�����Һ���C�M����һ�����ٰl(f��)չ�ڡ���2000����ǰ�҇��f�����ω��C����10�_���H2006��һ�꣬Ͷ�Y�d�����f�����C����17�_��2007��Ͷ�Y10�_�������Ͷ���_��(sh��)�ͳ��^�˽����Ժ���ʮ��İl(f��)չ����С��λ�����Һ���C����������h�h�����f������Һ���C������Ŀǰ�҇����Һ���C�Ĕ�(sh��)����s��200���_��
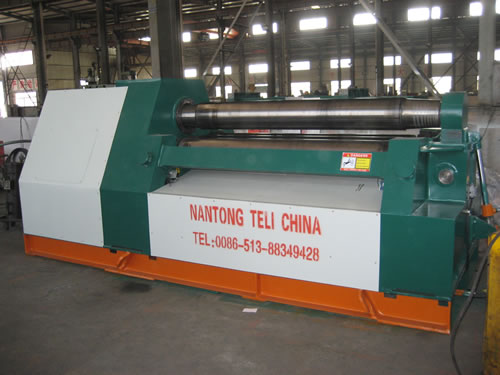
�ҹ�˾�������Һ���C�ć�λ��800����5000�����ȣ������5����60���ص���V���҂���˾���a(ch��n)�����Һ���C��Ҫ�����ׂ��������c��
�����ߏ��ȵĺ��ӽY�����������õ��Ј���(j��ng)���Ժ��m���ԡ����Һ���C����������Q235䓰庸�Ӷ��ɡ��܉�M���Ñ����Һ���C�IJ�ͬҪ���҂����������OӋ���ڃȲ����IJ����ϲ��ø��ܶȵģ��ͽY�������w�͌����c�M�������λ�����T䓈AͲ���Ӷ��ɣ��ں��ӹ�ˇ�ϲ��ö�����̼���o�������p��U�͆�߅���p������72С�r�˻�̎�������C���������|����
2�������^�ߵĿ�ƫ�d������ʹƫ�����r�����a(ch��n)����ęM�����ӡ��҂��ڻ�әM�����OӋ�ϼ��L�������Č�������ˌ����L�ȣ���Ч������˙C���Ŀ�ƫ�d������ͨ����������ݔ�����ķ���һ��������g�̓ɂ��ȸ�֮�Ȟ�1:1:1,�҂��OӋ������֮�Ȟ�3:1:1,�@�����ڜp���˃ɂȸ�ݔ����,�͜p������ƫ�d���Įa(ch��n)���������������c��әM�������P��(ji��)��C(li��n)�ӣ����w���m������λ�ķ�ʽ����Ч��������ƫ�d����Ӱ푡�
�������з����ݵēQģ���ܣ����M�П���dģ���Q���������I(y��)�����ٓQģ�b�ò��Ãɂ�������ӣ��Ă����N���붨λ�A�N�ȣ��ܷ���İ�����̶����ω|���ϡ����ж����r�����������γ����N���A�N���Ϳɰ������ж����
���������ڸ��١��������r�Q�����ƽ��(w��n)���o�_���ă�(y��u)�c���Ɍ��F(xi��n)ÿ���45�εķ�����졣Һ��ϵ�y(t��ng)���Æ����p�����������b�y����ϵ�y(t��ng)�����b�y�����ܷ��Ժá��`���ȺͿɿ��Ըߣ�ͬ�r��������������Ⱦ�ȃ�(y��u)�c���dz��m�����h(hu��n)�������ö�������ϵ�y(t��ng)��ʹ�ܵ���Һ��׃��ƽ��������Һ���_����ʹ�C���\��ƽ��(w��n)�������p�����p����Һ���_��������˹ܵ��������@���ڸ��ٓQ��r���p���˙C�������ӡ�
(��)�l(f��)չڅ��
���Һ���C�l(f��)չ���F(xi��n)�ڣ���һ���l(f��)չڅ�ݾ��ǃɂ���һ�������ԣ���һ�����ǔ�(sh��)��(li��n)�ӻ����@��Ŀ��Ҳ�ǰ�呹�˾��һ���ļ��g�_�l(f��)��Ŀ�ˡ�
1��������
Ŀǰ��������Һ���C�����϶��ǿ�呙C����呴Δ�(sh��)���_��ÿ���100�����ϡ��e���m�����ضȅ^(q��)�g��С�ĸߺϽ���ϡ���������O���б��J���ǰl(f��)չ����Ҫ����֮һ�������呙C���ļ��g�y�}�����ڿ˷�����^���е�Һ���_����������
2����(sh��)��(li��n)�ӻ�
ͨ�^���Ô�(sh��)��ϵ�y(t��ng)���������Һ���C��Һ��ϵ�y(t��ng)�����F(xi��n)�O�乤�����ܻ����Ķ����F(xi��n)���ܶ��̉��ƺͶ������ơ����C�Ͳ����Cͨ�^Ӌ��C���ƣ��Ɍ��F(xi��n)(li��n)�ӡ��O�����������a(ch��n)Ч�ʣ�呼�����Ҳ�кܴ�̶ȵ���ߣ�呼��ɱ��ɵõ���Ч���ơ�
����O��İl(f��)չ���Q�����F(xi��n)�ڣ��ѽ�(j��ng)���^��һ�����L�Ěv�̣��e�ǵ��ˬF(xi��n)�ڣ�����O�似�g�M����һ�����ٰl(f��)չ�ĕr�ڡ��@Щ���g�İl(f��)չ�x���_呉��ИI(y��)���R֮ʿ�IJ�иŬ�����҂��y���ց������Ї�呉��ИI(y��)�İl(f��)չ��������ؕ�I�� |